







Descrição
SHERMAN DIGIMIG 200 MTM
- Marca: SHERMAN
- Método de liberação: MIG, MMA, TIG DC HF, TIG DC HF PULS
- Fonte de alimentação: 230V
- Corrente: 200A
- Eficiência: 60%
EQUIPAMENTO PADRÃO:
Estação de soldagem Sherman DIGIMIG 200 MTM
Suporte de soldagem T-17 / 4m
Suporte de soldagem TW-15 / 3m
cabo de eletrodo
cabo terra
A máquina de solda sinérgica DIGIMIG 200 MTM é um dispositivo de soldagem manual para aços e metais não ferrosos utilizando os métodos MIG/MAG, MMA (eletrodo revestido) e TIG HF.
O dispositivo é destinado a profissionais que valorizam alta qualidade e confiabilidade. Também pode ser usado para soldagem de chapas galvanizadas finas (até 3 mm).
O controle digital permite o ajuste completo dos parâmetros, dinâmica do arco, características e modo de operação manual ou sinérgico no método MIG/MAG.
A utilização de configurações sinérgicas na soldadora para aço comum, inox e ligas de alumínio simplifica muito sua operação e permite seu uso por pessoas menos experientes e amadores.
Durante a soldagem MMA: você pode definir as funções HOT START, ARC FORCE e desativar o VRD.
O soldador permite o uso de vários modos de operação, incluindo a opção de soldagem a ponto.
O dispositivo possui a memória da última configuração, ou seja, após desligar e ligar novamente, os últimos parâmetros definidos são restaurados.
Também é possível salvar 10 conjuntos de parâmetros com fácil acesso ao modo de backup/restauração do programa.
DADOS TÉCNICOS:
Tensão de alimentação: 230V 50Hz
Consumo máximo de energia: 7,4 kVA
Tensão de circuito aberto: 65 V
Corrente nominal de soldagem / ciclo de trabalho MIG: 200A / 60%; MMA: 180A / 60%; TIG: 200A / 60%
Faixa de ajuste da corrente de soldagem MIG: 30 – 200 A; MMA: 20 – 180A; TIG: 10 – 200 A.
Faixa de ajuste da tensão de soldagem (MIG): 15,5 – 24 V
Correção da tensão de soldagem: -20 – +20%
Indutância: 0 -10
Pré-gás: 0 – 3 seg
Pós-gás: 0 – 9,9 segundos
Corrente de rampa: 0 – 9,9 s
Descida atual: 0 – 9,9s
Corrente de cratera: 10 – 200 A.
Frequência de pulso: 0,2 – 99 Hz
Largura de pulso: 10 – 90%
Retorno do fio: 0 – 1 s
Tempo de soldagem a ponto TIG: 0,01-5s; MIG 0,5 – 5s
Tempo de pausa na soldagem SPOT TIG: 0,1-5s; MIG 0,5 – 5s
Faixa de configuração de ARC FORCE (MMA): 0 – 100A.
Faixa de configuração do HOT START (MMA): 0 – 100 A.
Peso [kg]: 11,5
Dimensões (CxLxA) [mm]: 420 x 200 x 375
TECNOLOGIA IGBT
Tecnologia moderna baseada em transistores bipolares de porta isolada. Ele combina a facilidade de controle dos transistores de efeito de campo com a alta tensão de ruptura e a velocidade de comutação dos transistores bipolares. O uso da tecnologia IGBT aumenta significativamente a operação confiável do equipamento de soldagem.
NÍVEL DE SEGURANÇA
O IP define até que ponto o dispositivo é resistente à contaminação sólida e à entrada de água no dispositivo. IP23S significa que o dispositivo é adequado para operação interna e externa.
PROTEÇÃO DE SUPERAQUECIMENTO
O módulo IGBT é protegido contra superaquecimento por um sistema de proteção que corta o circuito de soldagem da máquina. Depois de alguns minutos, o soldador esfria a uma temperatura que permite a ignição automática.
CICLO DE TRABALHO
O ciclo de trabalho é baseado em um período de 10 minutos. Um ciclo de trabalho de 60% significa que após 6 minutos de operação, uma pausa de 4 minutos é necessária. Um ciclo de trabalho de 100% significa que o dispositivo pode operar continuamente sem interrupção.
MMA
Um método de eletrodo coberto que consiste em um núcleo de metal coberto com uma bainha. O dispositivo permite a soldagem com todos os tipos de eletrodos.
FORÇA DO ARCO
Aumente ou diminua o comprimento do arco de soldagem dependendo da distância entre o eletrodo e o material a ser soldado. Permite ajustar a dinâmica do arco de soldagem. O encurtamento do comprimento do arco é acompanhado por um aumento na corrente de soldagem, que estabiliza o arco.
COMEÇO A QUENTE
O objetivo deste recurso é evitar que o eletrodo grude no material e é uma grande ajuda na hora de abrir o arco. Atua quando o arco é aberto, fazendo com que a corrente de soldagem aumente temporariamente acima do valor definido pelo soldador.
VRD
A função VRD diminui a tensão sem carga. A tensão correta não é restaurada até pouco antes de o arco ser formado. Isso minimiza o risco de choque elétrico, mas em alguns casos pode dificultar a ignição do arco.
REVERSÃO DE POLARIDADE – SOLDAGEM SEM GÁS
Devido à polaridade variável, é possível soldar pelo método FLUX com arame tubular sem gás de proteção. O fio é preenchido com um fluxo que produz gases protetores durante a soldagem.
SINERGIA
Soldagem com o método MIG/MAG usando parâmetros sinérgicos. O dispositivo seleciona os parâmetros de soldagem dependendo do tipo e espessura do material selecionado.
Estes parâmetros podem ser modificados pelo usuário para adaptar as configurações às suas próprias necessidades. Muitos programas foram preparados para soldagem sinérgica.
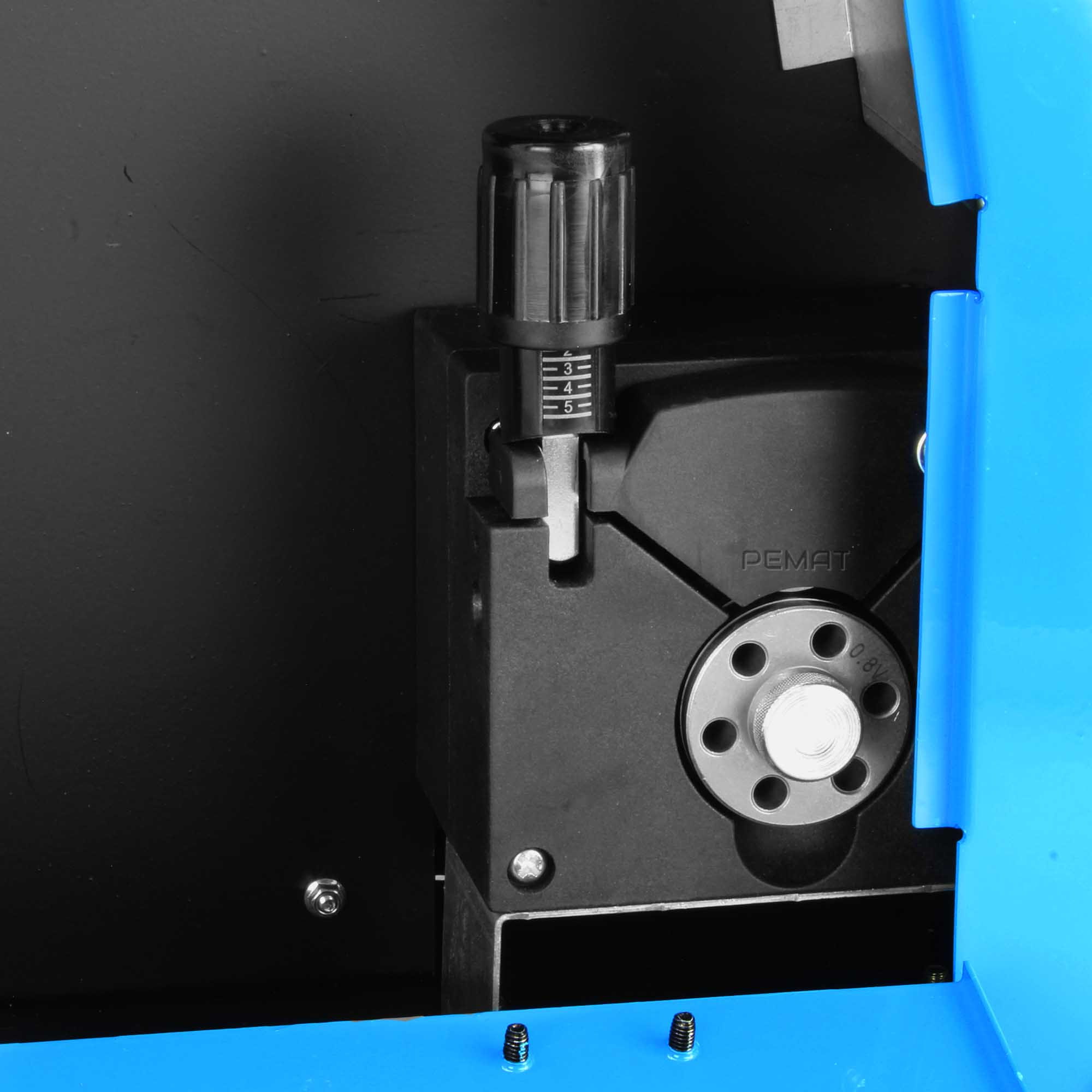
DISPENSADOR DE 2 ROLOS
Alimentador de fio de alumínio fundido profissional com um motor potente que fornece alimentação de fio estável sem encravar. É equipado com 2 rolos de acionamento.
2T / 4T
2T – Pressionar o botão do gatilho da pistola pré-fluirá o gás, em seguida abrirá o arco e iniciará a soldagem. Ao soltar o botão, o arco se extingue e o gás flui.
4T – Pressionar e soltar o botão da tocha de solda pré-fluirá o gás, então abrirá o arco e iniciará a soldagem. Quando o botão é pressionado e solto novamente, o arco é extinto e o gás flui.
REGULAMENTO DE INDUÇÃO
Permite que as características do arco sejam otimizadas de acordo com a espessura do elemento soldado, bem como o método e as condições de soldagem. A função é útil na soldagem MIG/MAG de elementos finos, evitando que queimem e brasem elementos galvanizados.
soldagem de solda
Após a seleção do tipo de arame CuSi, o dispositivo possibilita a brasagem, utilizada principalmente na indústria automobilística para união de chapas galvanizadas.
SOLDAGEM POR PONTO
Função de soldadura temporizada, utilizada para alinhavar peças, graças à qual é possível obter comprimentos de soldadura iguais.
TEMPO DE FIO QUEIMADO
Você pode definir por quanto tempo a tensão de saída ainda está presente após a interrupção da alimentação do arame. Esse recurso evita que o fio de solda fique preso no trabalho e prepara a ponta do fio para o próximo arco elétrico. Valores mais altos da função queimam o fio mais próximo do bico de contato.
DEDÃO
Para ativar o avanço rápido do arame, pressione o botão na alça do suporte por pelo menos 3 segundos sem abrir o arco. Soltar o botão parará a bobina.
TIG CC
Permite a soldagem TIG com corrente contínua. É necessário para soldar metais não ferrosos.
PULSO TIG
O recurso afeta a forma da solda e o foco do arco. A soldagem por pulso também permite reduzir a quantidade de calor fornecida ao material e é usada na soldagem de materiais finos.
HF – IGNIÇÃO DE ARCO SEM CONTATO
O dispositivo está equipado com um ionizador que permite a ignição do arco sem contato.
TEMPO DE PRÉ-FLUXO DE GÁS
O tempo entre pressionar o botão no punho e abrir a válvula de gás até que o arco seja formado. Geralmente, leva mais de 0,5s para fornecer gás de proteção à saída do bico da tocha para proteger o início da soldagem e o eletrodo de tungstênio.
TEMPO DE FLUXO DE GÁS
O tempo que decorre entre a extinção do arco e o fechamento da válvula de gás para proteger do ar a poça de fusão em solidificação e resfriar o eletrodo de tungstênio. Um tempo de pós-fluxo muito curto pode levar à oxidação da solda. Ao soldar no modo TIG AC (corrente alternada), este tempo deve ser maior.
TEMPO DE SUBIDA
Tempo durante o qual a corrente de soldagem muda da corrente inicial para o valor de corrente de soldagem definido.
INTERVALO
Tempo de descida da corrente de soldagem desde o valor definido até zero ou até o valor da corrente de cratera.
PULSO DE FREQUÊNCIA
A frequência com que o valor do pulso de corrente varia entre a corrente de soldagem e a corrente de base.
LARGURA DO PULSO
A duração do pulso permite ajustar a profundidade de penetração. Aumentar a largura aumenta a profundidade de penetração, reduzindo a quantidade de calor introduzida no material, reduzindo o risco de queima de chapas mais finas ou componentes menores.
CORRENTE DE CRATERA
Corrente utilizada em certos modos de soldagem quando o arco não se extingue imediatamente após a queda da corrente de soldagem. Ele preenche a cratera e o final da solda.
FÁCIL DE USAR, PAINEL DE CONTROLE CLARO:
O painel de controle fácil de usar permite um ajuste preciso e suave das configurações. O display digital mostra a corrente real durante a soldagem. A máquina de solda semiautomática possui um menu que facilita a operação e permite escolher o tipo de material a ser soldado.
CONSTRUÇÃO SÓLIDA E CONFIÁVEL
A caixa do dispositivo é feita de compósitos leves e duráveis, resistentes a todos os tipos de danos mecânicos.
FÁCIL TRANSPORTE
Equipe o soldador com uma alça de transporte para conveniência ao mudar de trabalho.
RESFRIAMENTO
O dispositivo possui um sistema de resfriamento por ventilador, o que aumenta significativamente sua eficiência.




Avaliações
Ainda não existem avaliações.